All entries for Monday 06 June 2022
June 06, 2022
Snatching Victory from the Jaws of Defeat part 2
Picture the scene. The critical equipment you have been waiting to have ready is online and practical work is going well. You are on track to have results ready for the conference you are going to at the end of the month.
You now have a new gauge on the furnace so you aren't having to borrow one. It's in Torr not mbar but that isn't a worry since 1 torr = 1.333 mbar.
A new set of samples are loaded into the samples. First pumpdown goes without a hitch. Time to do the argon purge so follow the Standard Operating Procedure (SOP). All valves are checked, valve on vacuum pump is closed and Ar gas cylinder is carefully opened to allow gas to pressurize vacuum chamber to 1 bar Ar. Cylinder valve, flowmeter valve and lower chamber valve is opened in order.
Pressure starts to increase from its baseline near 2 x 10-1 torr baseline but starts to slacken off near 43.3 torr, despite the positive pressure at the Ar cylinder and flowmeter.
Two operators in the room, one manning the Ar tank adjacent to the flow meter and the other manning the chamber valve. Both can check the valve.
Chamber valve is opened further, pressure increases to 82 torr and levels. Valves still open but pressure just fluctuates - still short of the 760 torr target pressure-
POP!
Top of furnace arcs 10 cm from the neck of the tube and embeds itself in the lab floor. Operators act to shut off cylinder, turn off vacuum pump and shut all the valves.
Now it is time to take photos and file an incident report. Here is the resulting damage:
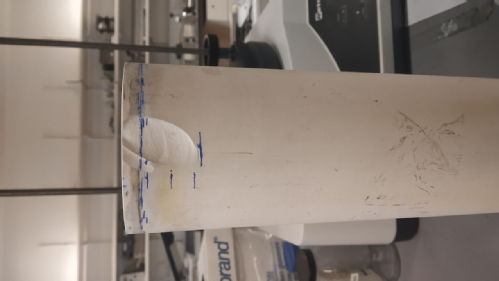
Here is the top vacuum assembly post incident:

In terms of damage, the top assemblage with the exception of the vacuum gauge is still intact. The worktube has kept its integrity with the exception of a 30 mm spall damage at the top of the tube. This will need to be removed before a seal can be established.
So while the incident report is filed, the next questions are how did it happen?
Identification of the fault showed that the over-pressure from the misreading of the gauge was 1.1 bar, which was not sufficient to trigger the failsafe valve set at 1.2 bar.
The tube was overpressured as a result of a hitherto unknown nonlinearity in the behaviour of Ar at sub-atmosphere. For Pirani-type guages that rely on convection, diatomic and monatomic gasses behave differently at low pressures. The net result is that while N2 and O2 behave mostly linearly with respect to measured pressure, monatomic gasses do not:
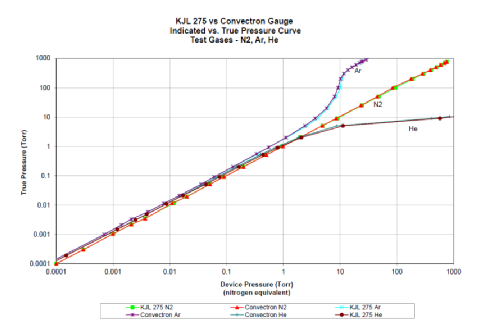
As can be seen, it is very easy to overpressure a furnace with Ar using a Pirani gauge, which relies on convection. Gauges that rely on absolute pressure via a plate are more reliable for this type of operation.
The actual fault was a result of a sudden loss of friction between the O-ring and worktube when at overpressure, resulting in the loss of upper vacuum assemblage while overpressure. This resulted from distortion of the o-ring at elevated temperature.
From this evidence it is apparent that the current assemblage is not fit for purpose when at high temperature, despite the highest temperature recorded at the gasket. This has lead to the following faults that need to be remedied before the furnace can be recommisioned.
- A thermal shield is required for the top part of the furnace. This will need to sit in the neck of the furnace and sit on the top of the furnace so it can stay in place during a furnace cycle. Can be fabricated from an existing thermal shield with an additional thermal plug at the top. This will significantly cut the thermal load at Tmax when radiation is the main contributor.
- Larger bore tubing for the vacuum pump exhaust to prevent pressure build up on turning pump on.
- For general use, use N2 line for purging since this will prevent the risk of overpressure. This will require an additional 6-7 m of PVC tubing to connect the spare N2 line to the gas inlet.
- A regulator can be added to the Ar cylinder to prevent gas overpressure and to limit the outlet pressure to 1 bar.
- A new pressure gauge that does not rely on convection and will not go nonlinear at sub-atmosphere pressure.
- Repair of worktube to enable fitting of o-rings.
Additional safety features to be added are as follows:
- Bolting the top assemblage onto the top of the furnace cage to prevent loss of top vacuum system and enable triggering of safety valve.
- Use of fans at top of furnace to keep top cool and increase the longevity of the seals.
- Amending SOP to better reflect the operation of the furnace.
Once all these items are addressed the furnace can be recommisioned. Once thing is for certain, no practical work is so important that operator safety can be compromised.
 Jessica Marshall
06 Jun 2022 16:46
|
Jessica Marshall
06 Jun 2022 16:46
| ![]() Tags: Accident Incident Laboratory Safety Standard Operating Procedures Vacuum Systems
|
Tags: Accident Incident Laboratory Safety Standard Operating Procedures Vacuum Systems
|  Comments (0)
|
Comments (0)
|  Report a problem
Report a problem
 Please wait - comments are loading
Please wait - comments are loading
 Loading…
Loading…